We are offering stationary highly advanced CNC controlled 3D profile cutting machines to do profiling jobs on round pipes and on square work pieces like box sections, girders, square tube and so on. Visit the company website of Mueller Opladen the manufacturer of these profile cutting machines.
The 3D profiling machines from Mueller Opladen can profile cut with a minimum of 6 CNC axis per machine all 3D shapes that you require in your pipe fabrication work, watch the below video to get an impression of the MO-Compact machine in operation.
Video of MO-Compact in operation when profile cutting 3D shapes.

Mueller Opladen has been manufacturing and selling multiple axis stationary machines to do 3D profiling of steel objects since 1950s. The main focus of the company is to offer machinery dedicated for round pipes up to 160 inches, click on this link to be directed to this dedicated webpage for 3D profiling pipes.
Within „3D Profiling“ our machines offer CNC profile cutting solutions for round shapes like pipes and pressure vessels but also for square shapes such as square pipe, rectangular pipe, box sections, girders, T-beams, H-beams, HEB-Beams and U-channels and L-channels.
With the MO-Classic we offer a solution were round shapes and square shapes of steel are being combined, this means that with the MO-Classic you have the ability to do 3D profiling on round and some square steel shapes.
The company offers for 3D profiling of pipes the following machine series:
MO-Compact –Stationary 3D pipe profile cutting machines ranging up to 36 inch pipe diameter
MO-Classic –Stationary 3D pipe profile cutting machines ranging up to 80 inch pipe diameter
MO-Heavy-Duty –Stationary 3D pipe profile cutting machines ranging from 8 to 160 inch pipe diameter
Click on one of the above machine types and you will be linked directly to the right webpage of our company. if you require assistance or if you have questions please contact us by email on mail@mueller-opladen.de and our sales team will assist you shortly.
The MO-classic machine is a profile cutting machine that is equipped with the functionality to do 3D profiling of round pipes and other round work pieces like pressure vessels, but the machine is also capable of 3D profiling square pipe, rectangular pipe, box sections and other square pieces. go to the dedicated webpage of the MO-Classic to read more information about the functionalities and capabilities of this machine range and it might be good to see the machine in operation on the video.
Mueller Opladen is providing the worldwide pipe fabrication market the most state-of-the-art 3D profile cutting machines with the highest quality and reliable built machines, in fact Mueller Opladen is the inventor of stationary pipe profile cutting machines with multiple CNC axis and since the first pipe profiler was sold in the 1950s the company is still ahead of the market on selling and manufacturing the highest quality and most reliable stationary profile cutting machines.
Visit the website of Mueller Opladen www.mueller-opladen.de

The 3D profiling machines for pipes that Mueller Opladen manufacturers are the most reliable and most high-quality stationary CNC machines for pipe profiling that exist world-wide. The machines are equipped with the best machine parts of mostly German premium machine parts suppliers. All 3D profiling machines manufactured by Mueller Opladen have at least 6 CNC axis to get the accuracy and the ability to provide all macro’s in profile cutting that are necessary for end customers. Mueller Opladen manufacturers machines for profile cutting suitable for round shapes like pipes, tubes and pressure vessels. Other machines Mueller Opladen offers for square shapes like square pipe, rectangular pipe, box sections and beams.
Besides that, it is critical to have at least 6 CNC axis on a machine to keep track of any kind of deviation or so-called out of roundness during the 3D profiling operation. That is why the fifth and sixth axis in the machine are required to adapt to deviations. Before every cutting operation the pipe has to be scanned with a mechanical tracer or laser that transfers the data to the machine that than understands where the deviation is and adapts its axis parameters accordingly.
Watch the video of the MO-Compact to see how our machines operate.
Go to the dedicated website of the MO-Compact to get more information about this 6 CNC axis for 3D profiling that we offer for different pipe diameter ranges.
If you have questions or if you want advice on the best 3D profiling machine solution please contact us by email on mail@mueller-opladen.de
Mueller Opladen is manufacturing stationary machines for 3D pipe profiling that have the required accuracy in the profile cutting process because all Mueller machines like the MO-Compact, MO-Classic and the MO-Heavy-Duty are equipped with the following 6 axis as a standard :
* the seventh axis is only available with MO-Classic.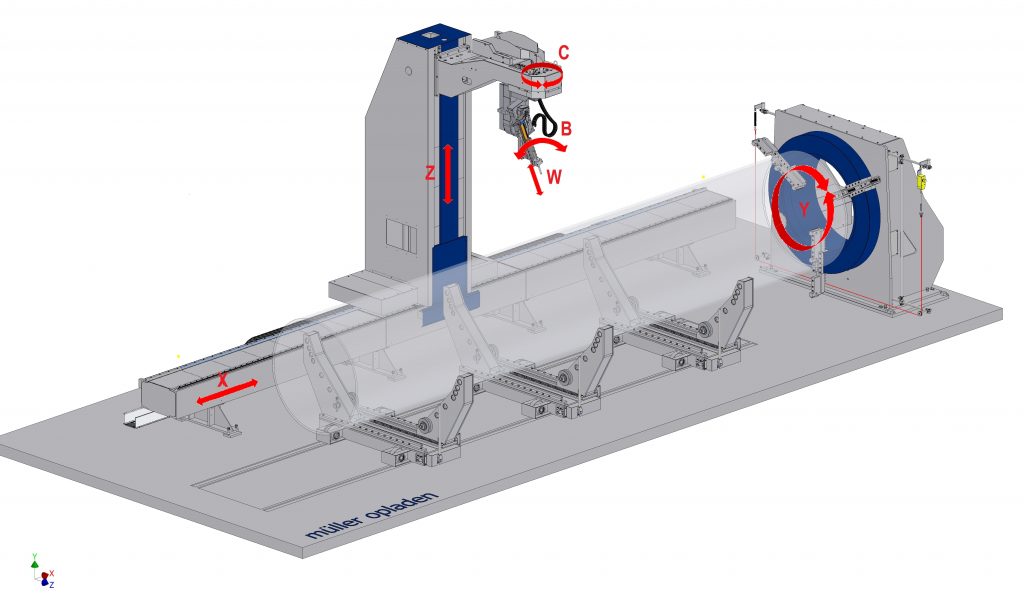
MO-Compact and MO-Heavy-Duty have 6 CNC axis.
The fifth and the sixth axis are used in the in all machines to cope with out of roundness of pipes and still be able to create on accurate bevel or profile shape.
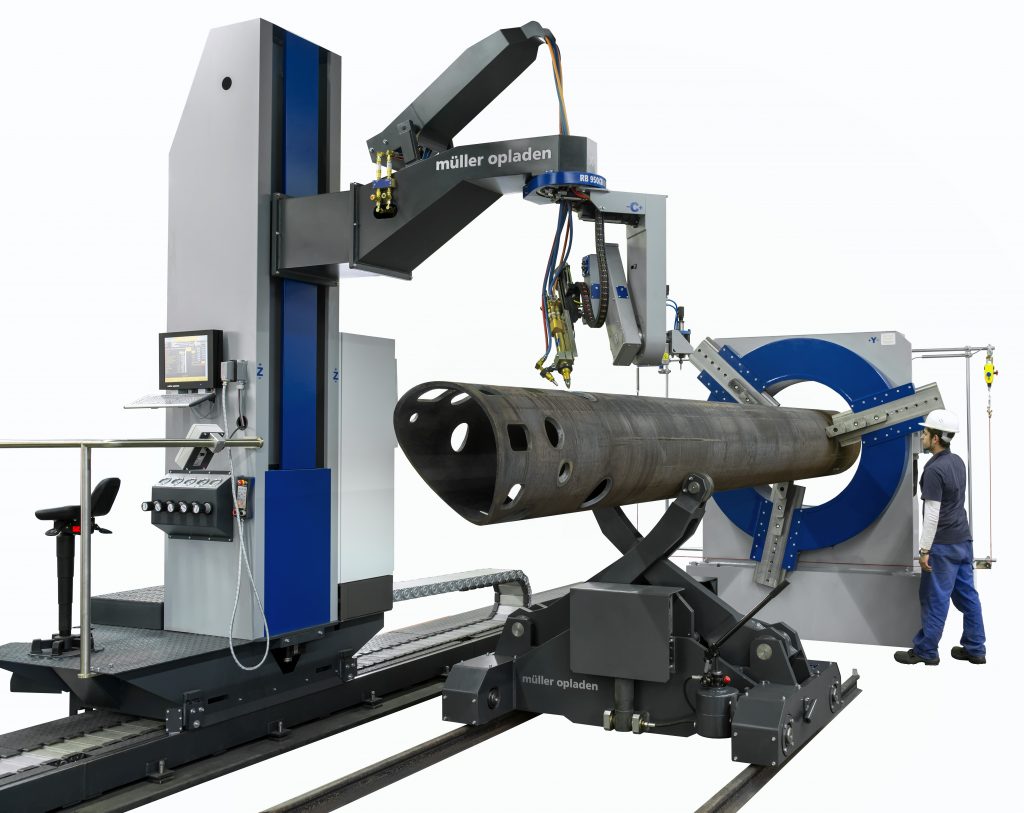
Each machine is equipped with a high-quality self-centering three-jaw chuck to clamp and subsequently rotate the pipe FIRST CNC axis (Y). The clamping process for opening and closing the chuck is electrically driven. Regardless of the pipe diameter, the chuck jaws do not have to be adjusted manually. Despite the high clamping force, pipes with pronounced non-circularity and / or deformations may become loose.
The torch head mounted on a special carriage together with the column and boom can travel any desired distance along the pipe, depending on the length of the track SECOND axis (X). The carriage is mounted on linear guides for jolt-free and low-vibration carriage motion during the cutting operation.
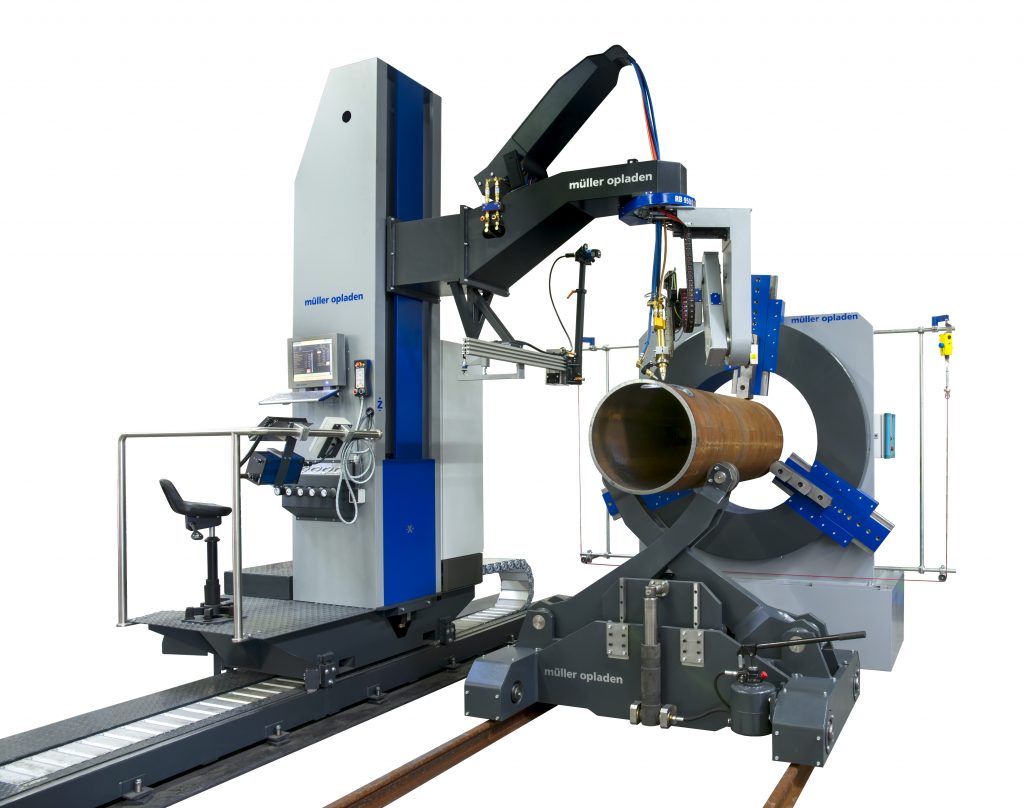
The carriage can be equipped with a column carriage (track fastened to columns) or with an undercarriage (track fastened to the ground).
The undercarriage solution is designed to allow the machine operator to travel on the carriage so that he is always close to the cutting process and from his elevated standing position has a good view of large pipes. All the control elements inclusive of the computer also travel on the carriage, as may the plasma cutting power source (depending on size).
So that the standard machine can cut 6,000 m (20 ‚) long pipes in front of the chuck, a track length of 7,500 mm (25‘) is required for the column carriage solution or a track length of 9,000 mm (30 ‚) for the undercarriage solution. The tracks can be extended in 2-meter (6.6 ‚) lengths. To enable pipes behind the chuck to be cut as well (the cuttable pipe diameter behind the chuck depends on the inner diameter of the pipe chuck), the track length must be extended by at least 3,000 mm (10 ‚).
The internally developed robot-like torch head makes it possible to adjust the machine torch by +/- 70 °. This means that the torch can be adjusted within a range of 20 ° to 160 ° in relation to the pipe axis. THIRD CNC axis (B-Axis)
The torch head can also rotate 380 ° about its own axis FOURTH CNC axis (C). The at all times arc-like motions of the two axes ensure precise and quick cutting torch guidance on the pipe’s inner diameter during the various cutting operations. The mechanics of the torch head are largely protected from dust, dirt and cutting particles. Thanks to its open and readily accessible design, the torch head is easy to clean and to oil during maintenance. Furthermore, the heavy-duty design of the torch head also permits the installation of large and heavy plasma torches which, despite their size and weight, can be moved quickly and dynamically by the torch
A laser sensor controls the clearance of the cutting torch, which must be kept constant at all times between the cutting nozzle and pipe surface FIFTH CNC axis (Z). Before cutting, the laser sensor scans the pipe being cut in a high-speed dry run in order to measure position points dynamically. The measured points are then compared to the actual pipe diameter.
From the measured position points, the software interpolates a correction value for the height of the torch head above the workpiece. The distance between the torch and pipe surface is thus kept constant over the entire cutting curve. Variations outside the pipe axis or variations in wall thicknesses cannot be determined. If the surface of the pipe is rusted, coated, or covered with paint, measuring errors may occur when using the laser sensor.
The adjustment of the distance from the torch to the pipe surface can be automatically tracked in any angle position by means of the slide system SIXTH CNC axis (W). This axis additionally enables the operator to manually optimize the cutting distance during the cutting process.
Visit our pipe profiling machines with at least 6 CNC axis on our website for further information. or contact us for advising you on your pipe fabrication work by emailing us on mail@mueller-opladen.de